
在实验室双螺杆挤出机中,挤出机的温区通常被分为5段:输送段、熔融段、混炼段、排气段和均化段。在挤出实验的过程中,温度控制是确保挤出成品稳定的重要因素。与此同时每个挤出机段的温度都有其独特要求。本文将介绍各机段的作用和温度控制原则。帮助读者更好地理解其设置以提升挤出的效果。
输送段:
作用:输送段的主要功能是将物料从进料口传输到后续的熔融段。在此阶段,物料尚未开始熔化,物料的前进螺杆主要通过旋转推动物料前进,确保物料顺利通过输送通道。
温度设定:输送段的温度不宜过高。因为此时物料尚处于固态;过高的温度会导致物料提前软化,使其粘附在螺杆上,从而降低物料的前进速度。但过低的温度可能会增加螺杆的负荷,可能会出现卡料的情况。因此输送段温度宜设置在物料的熔融温度以下(但需接近熔融温度)并梯度排列升温。
熔融段:
作用:顾名思义熔融段的核心作用就是通过热传递、剪切等方式时物料加热到熔融状态。在此阶段物料会充分融化并均匀混合,为后续的混炼和排气过程打好基础。
温度设定:在该区段,温度需要逐渐升高。温度通常需略高于物料的熔融点(Tg)此段,温度需要逐渐升高,通常接近或略高于物料的熔融状态所需温度。
对于结晶性材料,温度应略高于其熔点(Tm),以确保物料充分熔融;而对于非结晶性材料,则需设置高于其玻璃化转变温度(Tg),达到其流动和加工所需的温度范围。
过低的温度可能导致物料未完全软化或熔融,从而影响后续的均化和混合效果;过高的温度则可能引发降解、流动性过大或剪切效率下降的问题。因此,温度应根据物料特性精确设定,以达到最佳加工效果。
混炼段:
作用:混炼段主要起到进一步细化、均匀分散物料的作用,以确保产成品的结构理想。此阶段需要通过高剪切作用使辅料与基料充分混合;因此在该阶段物料需完全处于熔融状态。
温度设定:该段的温度一般需高于熔融段温度。通常需设定在基料熔融点*的10~20℃以上,以确保物料在高温下能够充分熔融并通过螺杆作用充分剪切均匀分布。若该段的温度设置过低,则会导致物料粘度过高,物料流动性差,摩擦增大可能会出现物料局部过热的情况。
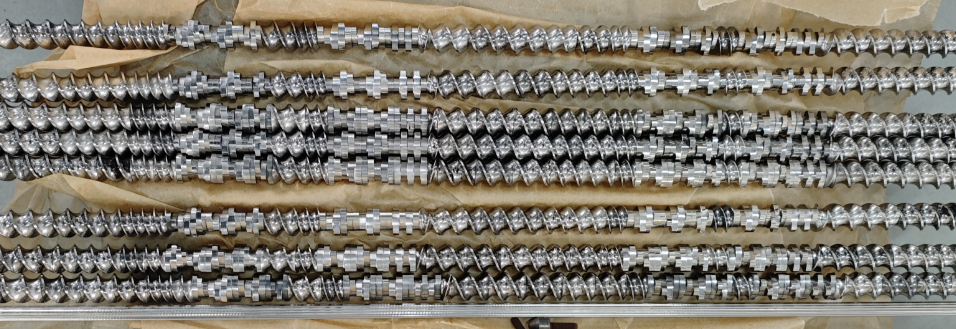
※对于不同的物料,温度的设定可能不尽相同。例如在进行阻燃材料的挤出时,温度则需要设置得较低。因此在实际操作时应充分考虑物质的特性来进行温度的设置(螺纹元件的设置也是重要的考虑因素)。

排气段:
作用:排气段的主要功能是通过高温和高压将物料中的水分、挥发性气体等低分子量的杂质。此段通常采用反向螺纹或反向捏合块,增加熔体的密封性并形成高压区,以帮助排除水分、挥发性物质和低分子量杂质。
温度设定:在排气段,温度应控制在适当范围,以保证气体能够顺利排出,同时避免过高的温度引起物料的过热或降解。此段的温度通常设定略高于熔融段,以维持较好的流动性并促进气体的排出。
计量段(均化段):
作用:均化段的核心功能是将物料进行增压,使其在进入模头之前形成适当的压力,确保物料的致密性和流动性,从而实现稳定的排料,并确保产品尺寸和质量的均匀性。
温度设定:在均化段,温度通常要适当降低,但不宜过低。模头温度应略高,以确保物料的顺利流出并保证模具的顺利排料。该段的温度设置通常基于物料的光泽度和成型要求进行调整,以保持流动性和致密度的平衡。
螺杆各段的温度控制和功能设计是确保挤出加工过程顺利进行的关键。通过合理设置每个段区的温度,可以最大限度地发挥物料的性能,优化产品质量和生产效率。不同的物料和产品对温度的要求不同,因此在实际操作中应根据物料特性、产品要求以及设备设计进行精确的温度调节。合理的温控策略能够有效减少生产过程中的问题,提高生产的稳定性和成品的一致性。
广州市哈尔技术有限公司致力于研发和制造小型实验用塑料加工成型设备,我们为客户提供全面的技术咨询、提供完善的解决方案和实验室建设企划。
哈尔最畅销的产品包括:小型挤出机、小型流延膜机、小型吹膜机、小型片材挤出压延机、小型双螺杆挤出机、热熔双螺杆挤出机、小型三辊压延机、小型密炼机和小型双辊开炼机等。实验室塑机产品功能齐备,操作简易、扩展方便,可应用于配方研发、工艺优化、质量控制、创新研究、设计指导、技工和学生培训等用途,适合于专业院校从事高分子材料(塑料、橡胶)的研究、塑料加工业企业的产品研发或生产部门的质量控制,以及专业学校的技术培训等用途。