
在挤出机的工作过程中。聚合物所得到的热量主要来源于两个方面:一个是料筒外部加热器供给的热量,另一个是塑料与料筒内壁、塑料与螺杆以及塑料之间相对运动所产生的摩擦剪切热。前一部分热量由加热器的电能转化而来,后一部分热量由电动机传输给螺杆的机械能转化而来。这两部分热量所占比例的大小与螺杆、料筒的结构形式、工艺条件、物料的性质等有关,也与挤出过程的阶段(如启动阶段,稳定运转阶段)有关。
本文我们将着重讨论剪切加热:
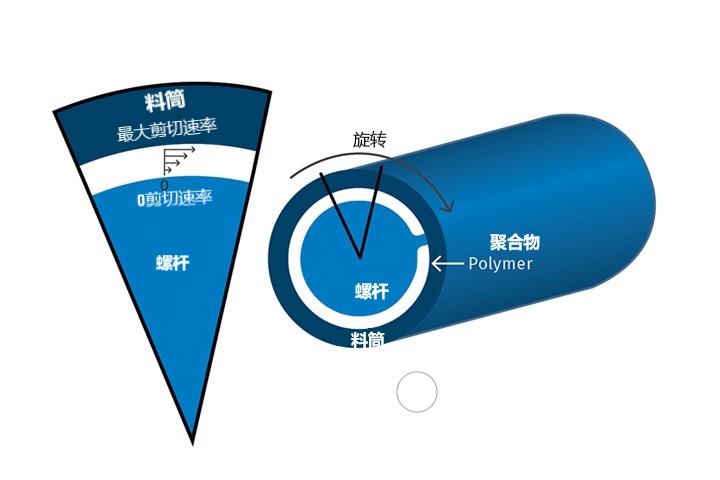
什么是剪切?剪切被定义为对一个物体施加其表面相对于另一表面发生形变的力。我们施加剪切力时,物体内部产生了相对运动。而物体内部的相对运动导致了物体分子之间的摩擦(内能增大)。在单螺杆挤出机的“压缩段”中,我们使用逐渐减小的通道深度,将未完全融化的聚合物推向筒壁从而获得最大的剪切力。简单来说:在挤出过程中,聚合物经过螺杆前段(压缩段)的挤压、切割,聚合物与料筒内壁发生摩擦;此时螺杆的机械能通过上述运动转化为了聚合物的内能。通过内能(热能)让聚合物达到融化状态。
在加料段,由于螺槽较深,物料尚未压实,摩擦热是很少的,热量多来自加热器;而在均化段,物料已熔融,温度较高,螺槽较浅,摩擦剪切产生的热量较多,有时非但不需要加热器供热,还需冷却器进行冷却。在压缩段,物料受热是上述两种情况的过渡状态,也就是由摩擦剪切产生的热量比加料段多,而比均化段少。因此挤出机的加热冷却系统多是分段设置。
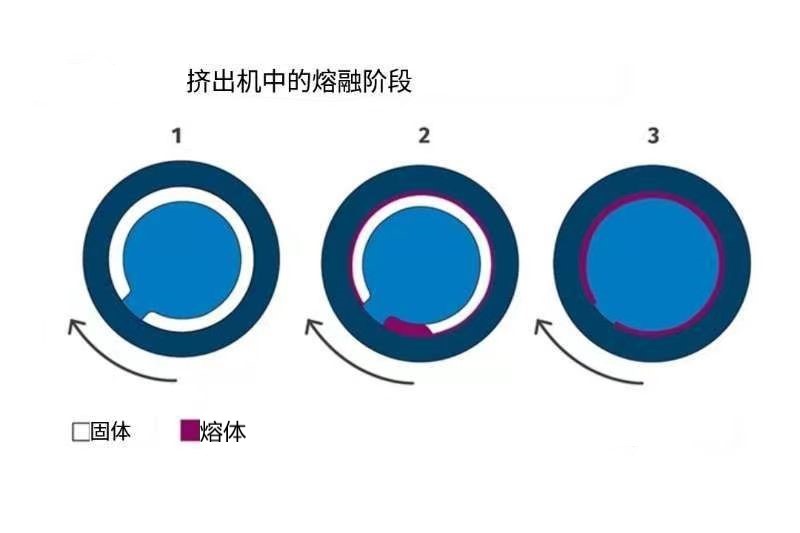
在上图中
螺杆通道填充有离开进料喉口的未熔化聚合物。
由于料筒的加热,筒壁上形成了一层薄膜的熔体。
通过料筒和螺杆的相对旋转,这层薄膜熔体被剪切。
随着螺杆设计的帮助,随着通道深度的减小(压缩段),未熔化的聚合物被推向筒壁,最大限度地剪切未熔化的聚合物。